欢迎访问鑫瑞塑胶科技有限公司网站!
集研发、设计、制造、销售为一体的HDPE双壁波纹管制造商
管材使用寿命长
20+
安全使用20年以上
产品200余种
200+
参编了多项行业标准
自动化生产线
1400mm
支持定制生产
13053380095
集研发、设计、制造、销售为一体的HDPE双壁波纹管制造商
20+
200+
1400mm
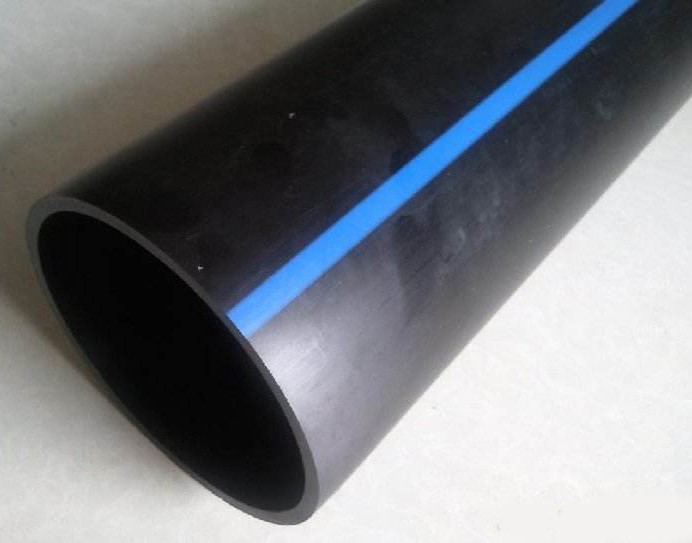
PE给水管的连接方式
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷2边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。



螺旋波纹管")
螺旋波纹管")
螺旋波纹管")
